9.4 Polygonal Pocket Milling
Polygonal pocket milling means a repeatedly down cutting to designated depth in a polygonal area.
Geometry
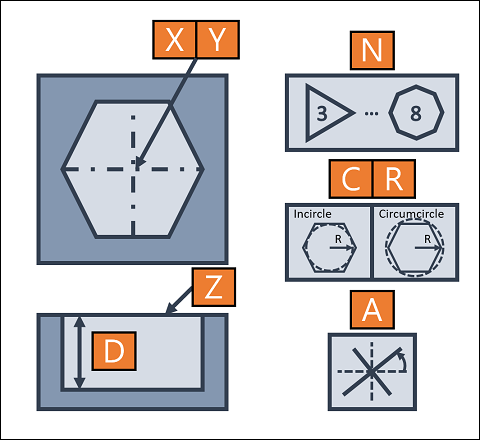
X CenterX |
The distance from the origin of workpiece to the center of the polygon in X direction. |
|
Y CenterY |
The distance from the origin of workpiece to the center of the polygon in Y direction. |
|
Z StartZ |
The distance from the origin of workpiece to the upper surface of removed area in Z direction. |
|
N N-sided |
Number of sides. Range from 3 to 8. |
|
C Circle |
In |
The reference circle is the incircle of this polygon, which means the reference circle is tangent to all sides of this polygon. |
Circum |
The reference circle is the circumcircle of this polygon, which means the reference circle passes through all vertices of this polygon. |
|
R Radius |
Radius of reference circle. |
|
D Depth |
Depth of removal. |
|
A Rotate |
A counterclockwise rotation around the center with designated angle. |
|
Note 1: |
One vertex is on the positive direction of X axis while the rotating angle is 0. |
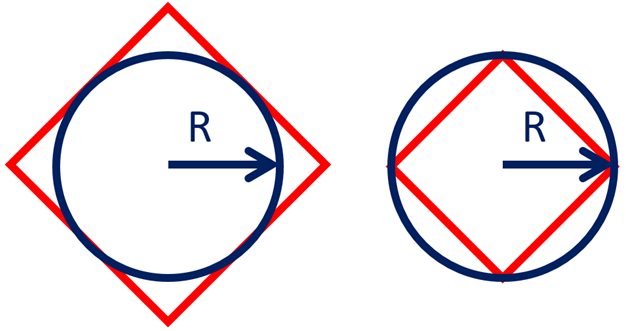
Note 2: |
The left graph below shows the Incircle of a polygon, and the right one shows Circumcircle. Here comes the equations when an N-sided polygon defined by In/Circumcircle with radius R.
|
Manufacture
ToolNumber |
Order of desired tool in tool table. |
|
SpindleRPM |
Rotating speed of spindle. |
|
SpindleDir |
CW |
Spindle rotates in CW. |
CCW |
Spindle rotates in CCW. |
|
H ZUpper |
Z axis would halt at this position which is related to StartZ before and after cutting. |
|
C CutDir |
CW |
Direction of cutting route is CW. |
CCW |
Direction of cutting route is CCW. |
|
K StepWidth |
Width per cut. Must less than the diameter of selected tool. Set in percentage of tool diameter. |
|
Q StepDepth |
Depth per cut. Must less than or equal to Depth of geometry. |
|
W FineWidth |
Width of fine cut. Set to 0 if none. Must less than or equal to StepWidth and tool radius. |
|
D FineDepth |
Depth of fine cut. Set to 0 if none. Must less than or equal to StepDepth. |
|
F Feedrate |
Feedrate of XY moving. (mm/min) |
|
S ZDirFeed |
Feedrate of Z moving. (mm/min) |
|
E FineFeed |
Feedrate of fine cut. (mm/min) |
|
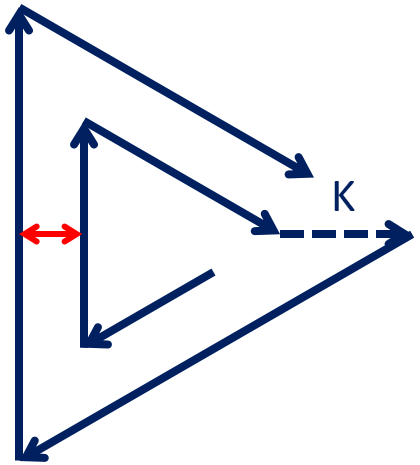
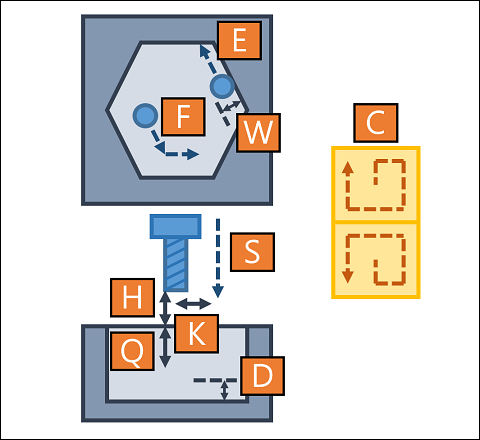
Note: |
In this process, "K StepWidth" is defined as the step in distance on the vertex-to-vertex direction in order to avoid cutting residues. In below diagram, the dashed arrow is K. And the double arrow shows the edge-to-edge step in distance, which is "K × cos (π×(N-2)/2N)", of an N-sided polygon.
|