9.1 Face Milling
Face milling means a down cutting to designated depth in a rectangular area which is coaxial to XY axes.

Geometry
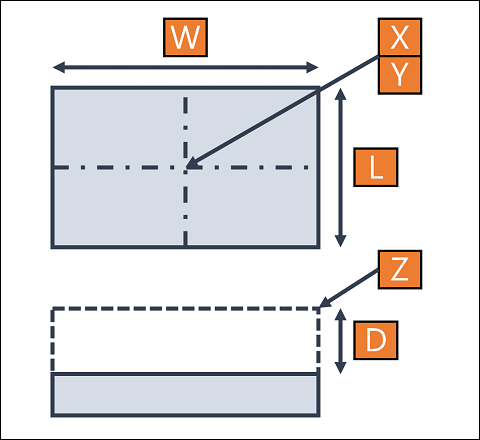
X CenterX |
The distance from the origin of workpiece to the center of the rectangle in X direction. |
Y CenterY |
The distance from the origin of workpiece to the center of the rectangle in Y direction. |
Z StartZ |
The distance from the origin of workpiece to the upper surface of removed area in Z direction. |
W Width |
Width of the rectangle. (X direction) |
L Length |
Length of the rectangle. (Y direction) |
D Depth |
Depth of removal. |
Note: |
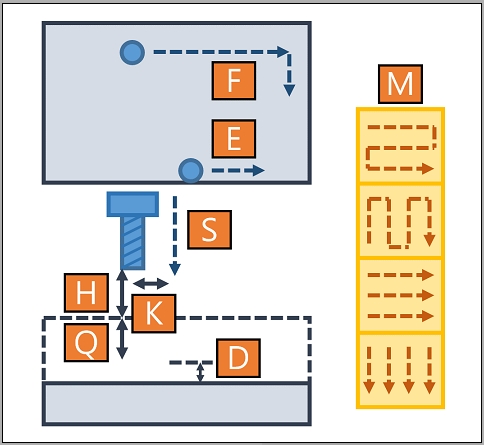
It would start cutting from the entry point at the upper-left of the rectangle defined by Width/Length, and end up when whole area was swept over. If overtravel distance is required, please modify Width/Length directly to get it. |
Manufacture
ToolNumber |
Order of desired tool in tool table. |
|
SpindleRPM |
Rotating speed of spindle. |
|
SpindleDir |
CW |
Spindle rotates in CW. |
CCW |
Spindle rotates in CCW. |
|
H ZUpper |
Z axis would halt at this position which is related to StartZ before and after cutting. |
|
M FaceMode |
BiDirX |
Cut the width along X direction, then shift one step in Y. Cut the width back along X direction. |
BiDirY |
Cut the length along Y direction, then shift one step in X. Cut the length back along Y direction. |
|
SglDirX |
Cut the width along X direction, uplift the tool, then shift one step in Y and go back in X simultaneously. |
|
SglDirY |
Cut the length along Y direction, uplift the tool, then shift one step in X and go back in Y simultaneously. |
|
K StepWidth |
Width per cut. Must less than the diameter of selected tool. Set in percentage of tool diameter. |
|
Q StepDepth |
Depth per cut. Must less than or equal to Depth of geometry. |
|
D FineDepth |
Depth of fine cut. Set to 0 if none. Must less than or equal to StepDepth. |
|
F Feedrate |
Feedrate of XY moving. (mm/min) |
|
S ZDirFeed |
Feedrate of Z moving. (mm/min) |
|
E FineFeed |
Feedrate of fine cut. (mm/min) |
|